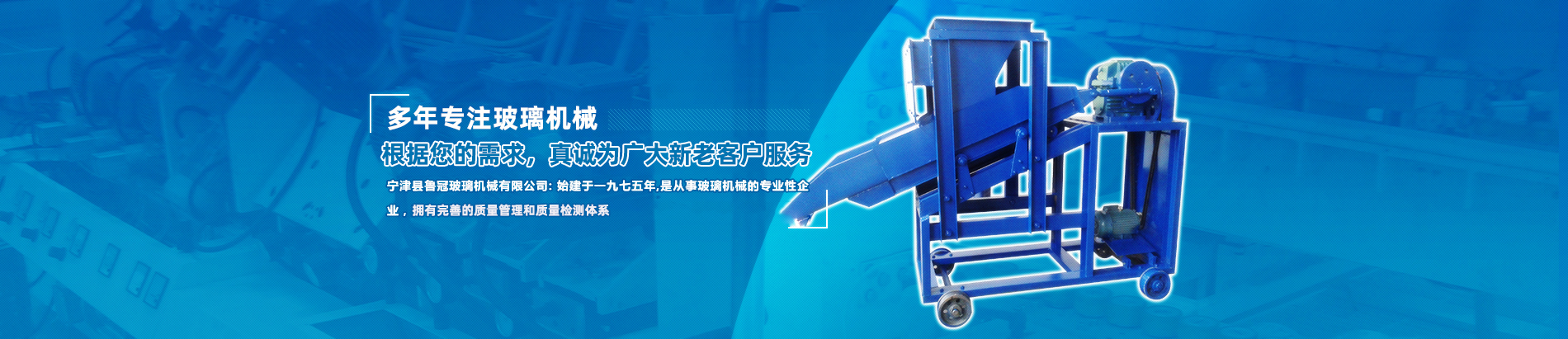









玻璃原料自动配料简介
本自动配料系统集成了国内外先进的设备、先进的生产工艺和先进的自动控制方式,因其具有操作简单、安全性高、易于维护等,极大的提高了生产效率。
配料自动化控制系统控制的目的是提高整个配料过程的配比精度:即控制各种物料更精确地满足生产工艺要求。我们通过对配料工艺分析,结合实际测试,引入先进的工业控制计算机机和PLC和DCS控制系统,采用Fuzzy(模糊)控制思想,使控制系统分散化、网络化、智能化,保证控制系统的可靠性和长期稳定性。控制系统功能包括:料仓给料量的检测;系统联锁控制;系统流量控制;计量数据的集中处理。
宁津县鲁冠玻璃机械有限公司玻璃原料自动配料站简介
称量部分设十一个称量单元,分别为砂岩(1)、砂岩(2)、白云石、石灰石、长石、纯碱、芒硝、碳粉、水、碎玻璃及中间站总校验。每个称量单元由三个电阻应变式称重传感器并联和称重显示仪表组成。
称重显示仪表具有如下特点:
l 7 位荧光段码显示器,柳州玻璃原料自动配料,亮度高;
l 一体化 PCB 板结构,模块化树形结构参数设定菜单;
l 双向ProfiBus总线接口,称重数据传送功能;标准模拟传感器输入接口,可驱动8只350欧姆的传感器;大显示分度数10,000d;宽电源电压 85~364V,100VAC、120VAC、230VAC;
l 设计符合有关国际计量和电气安全标准,以及电磁兼容性标准。称量方式采用减量法(WIGHTOUT)称量,单速喂料,双速排料。“减量法”亦称二次称量方式,格法玻璃原料自动配料,首先单速进行喂料操作,白酒瓶玻璃原料自动配料,其喂料值要大于实际配方值,所有秤喂料操作结束后,示仪清零进行排料操作,啤酒瓶玻璃原料自动配料,排料分为快排和慢排两个过程,快排缩短了称量周期,而慢排保证了称量精确度。称量部分设中间站,即把所有生料合起来进行一次称量,在进入混合机前进行后一次检验,核对分称和值与中间站称量值,以避免错料入仓。

宁津县鲁冠玻璃机械有限公司玻璃原料自动配料站
配料线生产能力 可设计生产能力:8吨≤60吨/小时 配方种类:主料≤5类,辅料≤6类 配料方式:小于30吨/小时静态配料;30-60吨/小时动态配料 配料精度:小于30吨/小时静态配料0.2-0.5级;30-60吨/小时动态配料0.2-0.8级 混合形式:按实际混合比例配置 适应环境:0-40℃ 空气湿度:小于15%
山东省宁津县鲁冠玻璃机械有限公司生产:退火炉网带,齿链带,煤气交换器,空气交换器,玻璃加料机,玻璃混料机,输瓶机,推瓶机,弧线递送机,碎玻璃清洗机、碎玻璃清洗流水线,玻璃原料混配流水线等


 在线客服
在线客服 13953467877
13953467877 4315248@qq.com
4315248@qq.com


